
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号
网络优化资料:
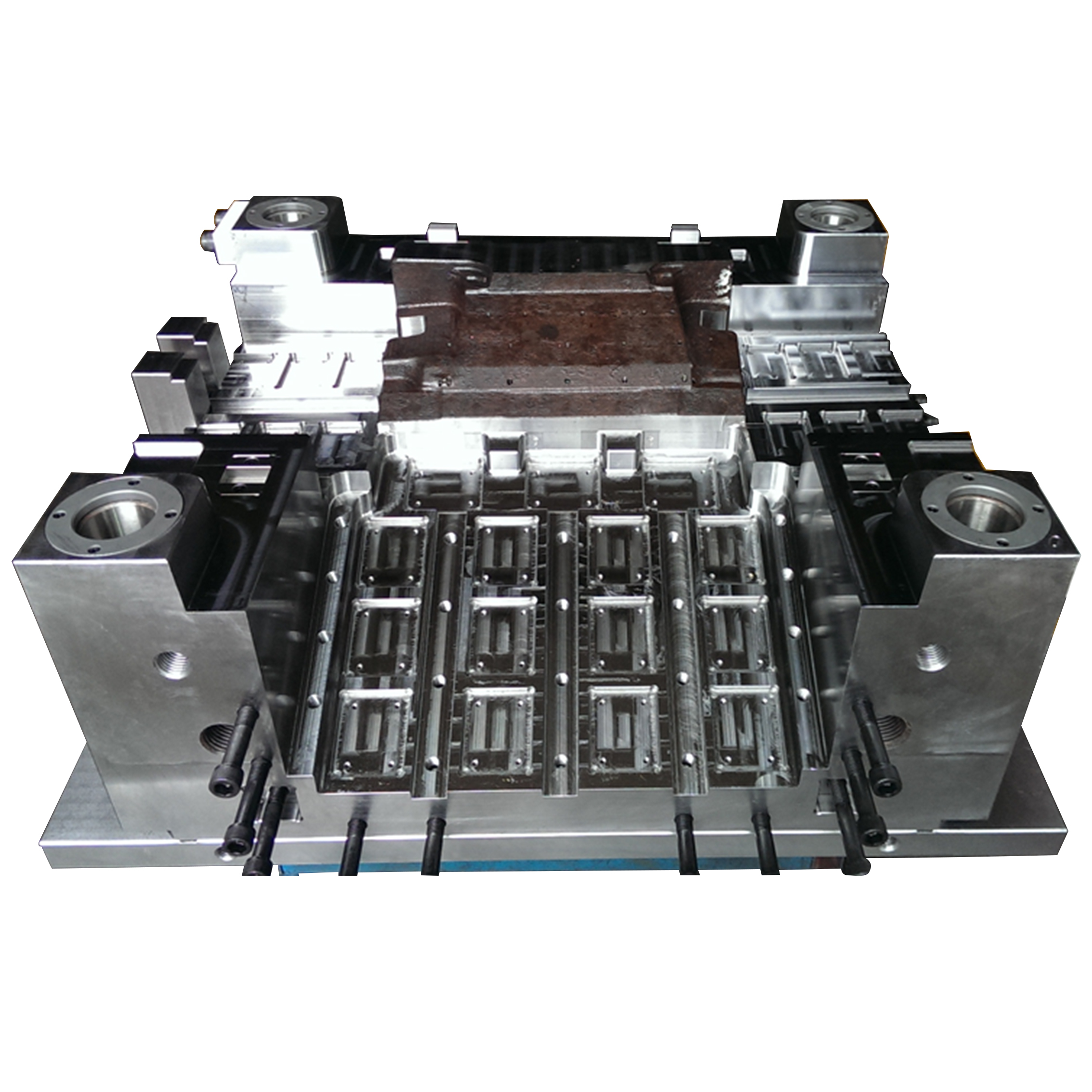
1.上下模组的导柱和导套孔。2-冲压模具时限位柱的高度。3.切割和打开时上下刀片之间的间隙。
模具加工工艺的扁平化体系,可塑性很强,但只要你肯用心,肯动脑,经过不断总结,不断改进,就能加工出质优价廉的产品。
模具制造过程如下:
方案评审、准备、加工、模芯加工、电极加工、模具零件加工、检验、装配、飞模、试模和制作。
a:模架加工:1打编号,2A/B板加工,3面板加工,4顶针固定板加工,5底板加工;b:模芯加工:1闪光,2粗磨,3铣床加工,4钳工加工,5CNC粗加工,6热处理,7精磨,8cNC精加工,9EDM,10省模。
c:模具零件加工。
1滑块加工
2.按'紧凑块加工',
3.分流锥浇口套的加工:4.嵌件加工用模组的加工细节。
1.编号要统一,模芯也要编号,与模框上的编号方向一致,组装时对齐不易出错。
2.A/B板加工(即动定模框加工),a:A/B板加工要保证模框的平行度和垂直度为0.02mmsb:铣床加工:螺孔、输水孔、顶销孔、机管口孔、倒角C:钳工加工:攻丝、修整毛刺。
3.面板加工:铣床加工镗床喷孔或材料喷孔。
4.顶针固定板加工:铣床加工:顶针板和B板用回位销连接,B板面朝上,从上到下钻顶针孔。顶针下沉时,顶针板应上下颠倒,校正,先用钻头粗加工,冲压模具模架材料再用铣刀精加工,倒角。
5.底板加工:铣床加工:划线、校准、镗孔、倒角。(注:如果某些模具需要强力拉压,应增加强力拉压机构,如在顶料板上增加钻孔螺钉)




