咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号
网络优化资料:
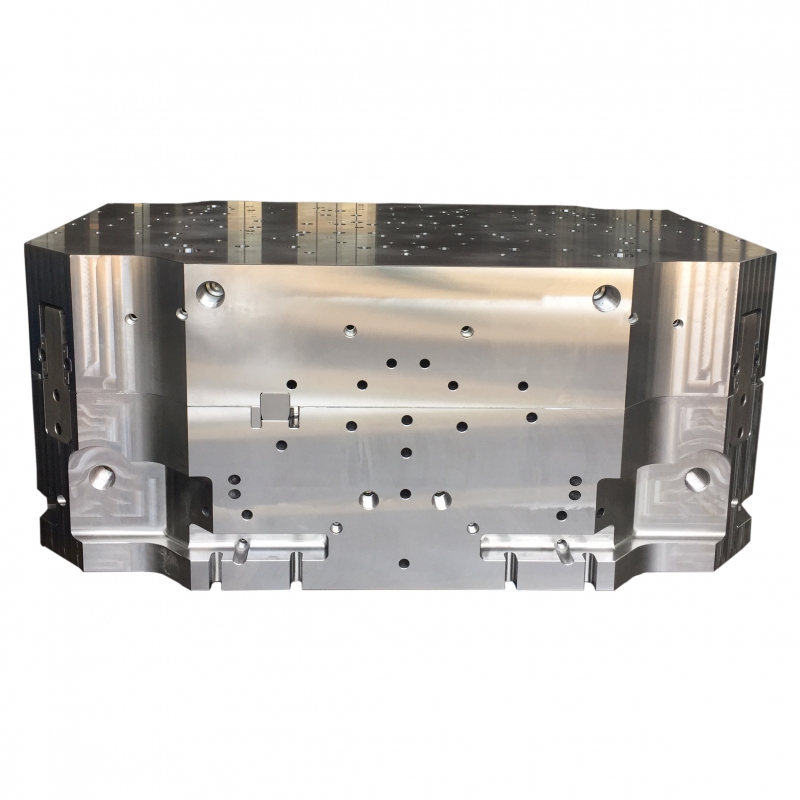
模芯的加工细节。
1)飞六边形粗加工:在铣床上加工,保证垂直度和平行度,留有1.2mm的磨削余量..
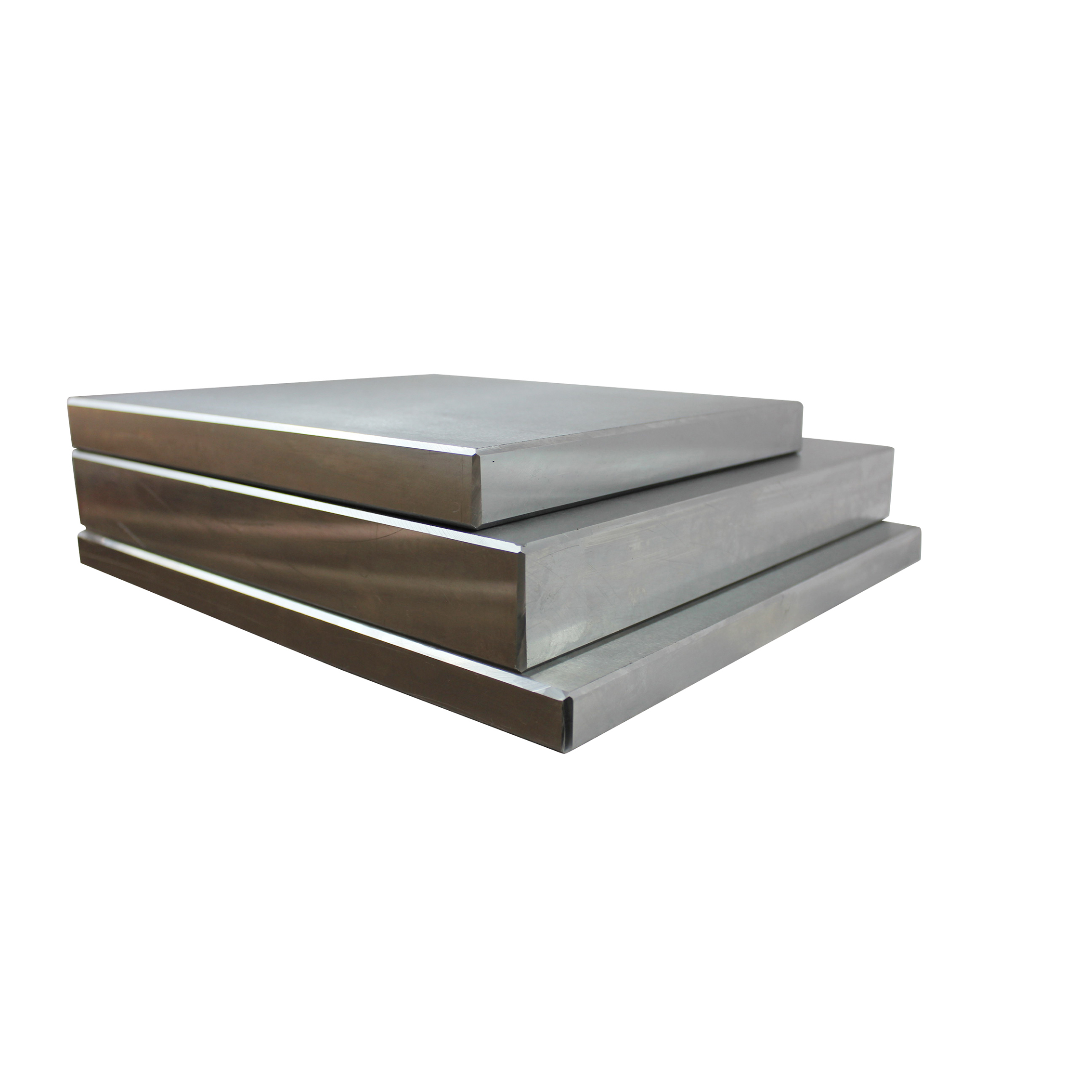
2)粗磨:大水磨加工,先磨大面,用勤务兵夹磨小面,保证垂直度和平行度0.05mm,两边留0.6-0.8mm。
3>铣床加工:先校准铣床头,模架生产厂使其在0.02毫米以内,校准并压紧工件,先加工螺孔、螺纹孔的顶部销孔;插针沉头开粗,倒角机嘴或料嘴孔,再倒角导流锥孔,然后做输水孔,铣R角。4)钳工加工:攻丝、打字;5)数控粗加工。
6)头发热处理HRC48-52。
7)细磨;用大型水磨加工比模架少0.04毫米,保证平行度8cNC垂直度在0.02毫米以内。
9)EDM10)节约模具,模架模胚厂保证光洁度,控制型腔尺寸。
11)加工成浇口,排气,锌合金——一般情况下浇口0.3-0.5mm,排气0.06-0.1mm,铝合金浇口0.5-1.2mm,排气0.1-0.2,塑料排气0.01-0.02,尽量宽细。